LORD Corporation
With more than 3,100 employees in 26 countries, 19 manufacturing facilities and 10 R&D centers worldwide, we're there for our customers.
Our Company
-
Products and Solutions
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Industries
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Our Company
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Feedback Button
Feedback Button
Impact of Antiozonants on Rubber-to-Metal Adhesion
Part 2
Introduction
In aerospace and military applications as well as many industrial applications, rubber-to-metal bonded parts must exhibit good environmental resistance. Diene elastomers such as natural rubber (NR) and polybutadiene (BR) are commonly used in dynamic applications such as tires, belts, isolators, and dampers. Blends of the two have been proven to be particularly favorable in many dynamic applications. All diene rubber vulcanizates contain free double bonds which are sensitive to attack by molecular oxygen and ozone. To reduce this sensitivity, they are usually formulated with active antiozonants, both to protect against the degrading effects of ozone and to improve the resistance to fatigue in dynamic applications. In a previous paper[1], certain antiozonants were shown to have an impact on the adhesion of compounds containing certain them. The paper attempted to answer certain questions including:
- Are all adhesives equally affected?
- Do all antiozonants affect the bond equally?
- Does the choice of cure system play a role?
- Does the cure temperature have an impact?
In that paper, it was concluded that primary adhesion is affected by the type of adhesive system, the type and level of the antiozonant, and by the type of cure system in the rubber compound. It was shown that at lower curing temperatures, some adhesive systems were more sensitive to the presence of 6PPD antiozonant than other adhesive systems. At higher curing temperatures with compounds containing a high-sulfur cure system, these differences were indistinguishable. A low sulfur cure system was significantly more sensitive than the equivalent high sulfur cure system (same accelerator) to the presence of the 77PD antiozonant as evidenced by significant loss in bond strength. Because of the widespread use of antiozonants in bonded mounts and the potential impact on adhesion from their inclusion in the formulation, a more detailed study of the effect of antiozonants was undertaken. Antiozonants are used in compounds to increase environmental resistance. Previous work[1] focused only on primary bond strength. However, emerging evidence suggests that antiozonants may also degrade the bond’s environmental resistance. Primary adhesion is only a first indicator of bond integrity. Having a good primary bond does not guarantee that the bond will withstand degrading environmental conditions during extended service. One accelerated test that has been used traditionally to evaluate secondary adhesion (environmental robustness) of bonded parts in a lab setting is a stressed boiling water test.
Methodology
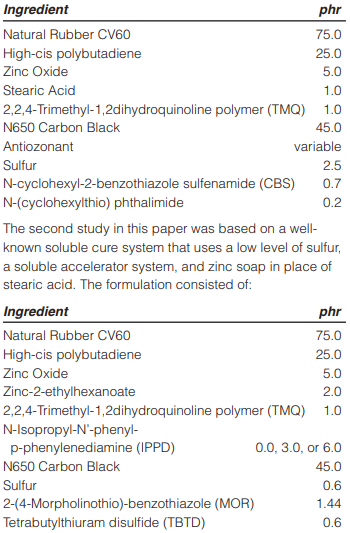
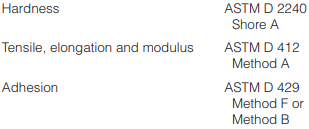
Primary adhesion was evaluated using ASTM D 429 Method F buffer specimens. A generic natural rubber/ polybutadiene formulation was chosen for the study with all compound variants being approximately 55 to 60 durometer Shore A. For the first portion of the study, two solvent-based adhesive systems and one aqueous adhesive system were chosen. All three systems employed a primer and an adhesive covercoat. The two solvent-based adhesives represent first and second generation technologies. The aqueous adhesive system is experimental and represents newly-developed third generation technology. Both of the solvent-based adhesive systems use Chemlok® 205 as the primer. The first generation solvent-based adhesive covercoat is Chemlok 6125 and is identified in the paper as “Cover 1”. The second generation solvent based adhesive cover-coat is Chemlok 6411 and is identified in the paper as “Cover 2”. The aqueous adhesive system (primer and covercoat) is simply referred to as “Aqueous”. Commercially available materials were used in compounding the formulations used in this study. Table 1 shows the chemical identification of the antiozonants along with the specific commercial materials used in the study. The formulations used in the first study for this paper contained:
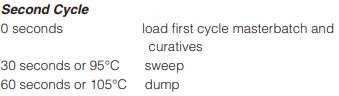
All compounds were mixed in a BR1600 lab Banbury using the following mix procedure:
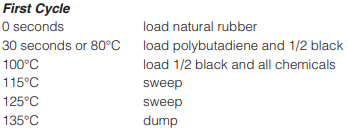
Table 1 – Chemical identification of antiozonants

Results
Study 1: High Sulfur Cure System
The first study investigated a number of commonly used antiozonants at the 6 phr level. Most of the antiozonants chosen were either dialkyl or alkyl-aryl para-phenylene diamines. Perhaps the three most commonly used antiozonants are N-Isopropyl-N’-phenyl-p-phenylenediamine (IPPD), N-1,3-Dimethylbutyl-N’-phenyl-p-phenylene diamine (6PPD), and N,N’-Bis (1,4-dimethylpentyl)- p-phenylenediamine (77PD). A proprietary blend of para-phenylenediamines sold under the trade name of Flexzone 11L was also included in the investigation. One chemically different antiozonant in the investigation was a substituted triazine, specifically 2,4,6-tris-(N-1,4-dimethylpentyl-p phenylenediamino)-1,3,5-triazine sold under the trade name of Durozone 37. As a further control, 6 phr of TMQ was added to Compound 8 in addition to the 1 phr TMQ that was included in all formulations. While TMQ is primarily used as an antioxidant, it is known to have some limited antiozonant properties. Table 2 shows the physical properties and the results of the primary adhesion tests for the seven compounds. The results for the 150 °C cure temperature are plotted in Figures 1 and 2. When cured at 150 °C, Cover 1 shows the highest break values for Compound 8 containing the high level of TMQ. The other compounds are roughly equivalent. Compounds 1, 7 and 8 with no para-phenylenediamine–type antiozonant show the best rubber retention after break. Cover 2 shows the highest break values for Compounds 7 and 8. The other compounds are roughly equivalent. Rubber retention was fairly similar for all compounds. The Aqueous adhesive bonded all compounds about equally.
Figure 1 – Effect of antiozonant and adhesive choice on primary adhesion (cure temperature 150°C) - Pull Values
 -
Pull Values")
Figure 2 – Effect of antiozonant and adhesive choice
on primary adhesion (cure temperature 150°C)
Rubber Retention
 -
Rubber Retention")
Table 2 – Antiozonant comparison and adhesion test in Study 1

The results for the 170 °C cure temperature are plotted in Figures 3 and 4. For break values, Cover 1 performed best with Compounds 1, 2, and 8. However, Compound 2 gave the poorest rubber retention after break. For Cover 2 and the Aqueous adhesive, there were no statistically significant differences in pull values or rubber retention for the different compounds. While some differences were observable, they were fairly minimal and there was no clear pattern in performance across the different adhesives. For all practical purposes, any of the adhesives could be used to bond any of the seven compounds. As stated earlier, primary adhesion is only a first indicator of bond integrity. The next step in the study was to run the stressed boiling water test using method B peel specimens. This exposure test was run for two hours with all the specimens from Study 1. Results are shown in Table 3. The results for the 150 °C cure temperature are plotted in Figures 5 and 6. When molded at 150 °C, only the control Compound 1 with no antiozonant and Compounds 7 and 8 (with the substituted triazine and TMQ respectively) passed the 2 hour boiling water test with Cover 1 and Cover 2. None of the compounds containing PPD antiozonants passed and none of the compounds bonded with the Aqueous cover-coat passed. Cover 2 had the best rubber retention after the boiling water test. When cured at 170 °C, performance in the boiling water test was much improved for all adhesive systems (Figures 7 and 8). Rubber retention was also improved.
Figure 3 – Effect of antiozonant and adhesive choice
on primary adhesion
(cure temperature: 170°C) -
Pull Values
 -
Pull Values")
Figure 4 – Effect of antiozonant and adhesive choice
on primary adhesion
(cure temperature: 170°C) -
Rubber Retention
 -
Rubber Retention")
Figure 5 – Effect of rubber compound and adhesive
choice on 2 hour boiling water resistance
(cure
temperature: 150°C) - Hours to Failure
 - Hours to Failure")
Figure 6 – Effect of rubber compound and adhesive
choice on 2 hour boiling water resistance
(cure
temperature: 150°C) - Rubber Retention
 - Rubber Retention")
Table 3 – Stressed boiling water test in Study 1

Figure 7 – Effect of rubber compound and adhesive
choice on 2 hour boiling water resistance
(cure
temperature: 170°C) - Hours to Failure
 - Hours to Failure")
Figure 8 – Effect of rubber compound and adhesive
choice on 2 hour boiling water resistance
(cure
temperature: 170°C) - Rubber Retention
 - Rubber Retention")
Study 2: Low Sulfur Cure System
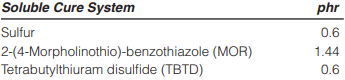
In the previous paper, it was determined that a formulation with a high level of sulfur and a low level of accelerator was less sensitive to the presence of 77PD than the same compound (same accelerator) with the level of sulfur and accelerator reversed. There were also significant differences in the percentage of retained rubber between the high sulfur cure system and the low sulfur cure system. Having ascertained that a low sulfur cure system is more sensitive to the presence of the antiozonant 77PD, it seemed reasonable to run an experiment similar to that study, but with a different low-sulfur cure system. To extend the study further, the second study used both a different cure system and a different antiozonant than was used in the previous paper. The cure system chosen is one popularly used in natural rubber and well documented as being a soluble cure system.[2] This cure system keeps the sulfur and the accelerators to levels known to be soluble in natural rubber:
The antiozonant 77PD is not commonly used as the sole antiozonant in an NR/BR compound. IPPD however, is often used as the only antiozonant so it was chosen for this experiment. The rheological properties, physical properties, and bond test results are documented in Tables 4 and 5. The primary bond strength results showed no significant differences at either 150°C or 170°C (Figures 9 and 10) with the Cover 2 and Aqueous adhesive systems. However, the control compound containing no antiozonant had clearly lower primary bond strength when bonded with Cover 1 adhesive. This result was inexplicable, but it showed up at both bonding temperatures and the authors felt that this should be replicated to determine if the results are reproducible. The percent rubber retention values were all similar with two exceptions. At 150 °C, only the Aqueous adhesive with no antiozonant showed lower rubber retention (Figure 11), but the lower value is not replicated with either 3 or 6 phr IPPD. At 170 °C, only the compound with 6 phr IPPD bonded with Cover 1 showed lower rubber retention (Figure 12). Because the bond strength values were high in both cases, the authors are not sure if these lower rubber retention values are signifi cant. Further study may be needed to determine this.
Table 4 – IPPD with soluble cure system in Study 2

Table 5 – Stressed boiling water test in Study 2

Figure 9 – Effect of antiozonant level and adhesive
choice with a soluble cure system on bond strength
(cure temperature: 150°C)
")
Figure 10 – Effect of antiozonant level and adhesive
choice with a soluble cure system on bond strength
(cure temperature: 170°C)
")
Figure 11 – Effect of antiozonant level and adhesive
choice with a soluble cure system on rubber
retention
(cure temperature: 150°C)
")
Figure 12 – Effect of antiozonant level and adhesive
choice with a soluble cure system on rubber
retention
(cure temperature: 170°C)
")
There was only enough of the original elastomer to replicate the testing with Cover 1 at a single temperature, so the 150°C test temperature was chosen. Figure 13 shows that the results replicated quite well, with bond strength being lowest on the compound containing no antiozonant. Rubber retention was 100% with all three compounds. Because the results can be replicated, we have to believe that they are not merely outliers. These results are unexpected because in practice, we generally find that antiozonants reduce bondability rather than enhance it. The stressed boiling water test was run for two hours with all the specimens from the second study. At a 150°C molding temperature, the controls (no antiozonant) from Cover 1 and Cover 2 both passed two hours in boiling water while those containing 3 or 6 phr IPPD all failed in less than 30 minutes (Figure 14). All compounds using the Aqueous adhesive bonded at low temperature (150°C) failed immediately in boiling water. Figure 15 shows the rubber retention and it is clear that Cover 2 is superior to Cover 1 and that in all cases the presence of antiozonant deteriorates the environmental resistance of the bond.
Figure 13 – Repeat of Cover 1 effect of antiozonant
level with a soluble cure system on bond strength
(cure temperature: 150°C)
")
Figure 14 – Effect of antiozonant level and adhesive
choice on 2 hour boiling water resistance for soluble
cure system
(cure temperature: 150°C)
")
Figure 15 – Effect of antiozonant level and adhesive
choice with a soluble cure system on rubber
retention
(cure temperature: 150°C)
")
Figures 16 and 17 show time-to-failure and rubber retention results of the boiling water resistance tests for specimens molded at 170°C. Boiling water resistance was improved in general by increasing the molding temperature from 150°C to 170°C. However, the trend of decreasing boiling water resistance with increased amounts of antiozonant still holds true.
Figure 16 – Effect of antiozonant level and adhesive
choice on 2 hour boiling water resistance
for soluble
cure system (cure temperature: 170°C)
")
Figure 17 – Effect of antiozonant level and adhesive
choice with a soluble cure system on rubber
retention
(cure temperature; 170°C)
")
Summary & Conclusions
- The effect of antiozonants on adhesion is complex and not easily reduced to generalized conclusions.
- Adhesion is affected by the choice of the adhesive system, the choice of the antiozonant, and by the choice of the cure system in the rubber compound.
- Higher curing temperatures generally give more environmentally resistant bonds, particularly when evaluated using the stressed boiling water test.
- Of the antiozonants tested, the PPD antiozonants showed the greatest negative effect on adhesion.
- Low sulfur cure systems are significantly more sensitive than high sulfur cure systems to the presence of the PPD antiozonants.
- The low-sulfur soluble cure system shows excellent primary adhesion with all three adhesive systems and IPPD antiozonant even appears to enhance primary bonds.
- Environmental resistance (as measured by stressed boiling water testing) is diminished by the addition of IPPD to a low-sulfur soluble cure system.
- Good primary adhesion cannot be used to predict the environmental resistance of the bond.