LORD Corporation
With more than 3,100 employees in 26 countries, 19 manufacturing facilities and 10 R&D centers worldwide, we're there for our customers.
Our Company
-
Products and Solutions
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Industries
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Our Company
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Feedback Button
Feedback Button
Part 1
Introduction
Methodology
The two test methods used for adhesion testing were ASTM D 429 Method B coupons and Method F buffer specimens. A generic natural rubber/polybutadiene formulation was chosen for the study with all compound variants being approximately 55 to 60 durometer. For the first portion of the study, two solvent-based adhesive systems and one water-based adhesive system were chosen. All three systems employed a primer and an adhesive covercoat. The two solvent-based adhesives represent first and second generation technologies. The water-based adhesive system represents newly-developed third generation technology. The first generation solvent-based adhesive system is identified as “Cover 1” and the second generation solvent based adhesive system is identified as “Cover 2”. The water-based adhesive system is simply referred to as “Aqueous”. Commercially available materials were used in compounding the formulations used in this study. In all cases, the compounds contained:
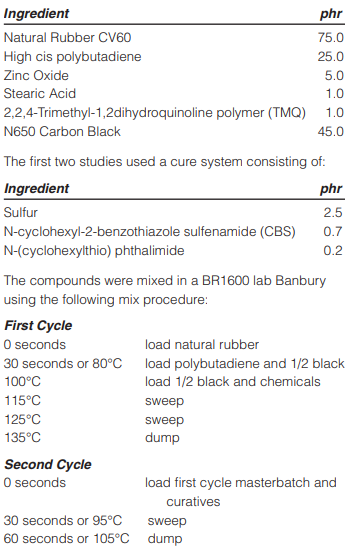
All antidegradents were added in the first cycle while sulfur and accelerators were added in the second cycle. Final dispersion was accomplished on a 15 x 30 cm two-roll mill. Testing was performed per the following test methods:
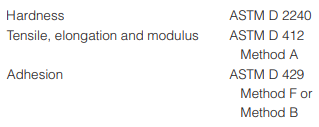
The Method F buffer test was chosen as the primary test because it is representative of the geometry of many parts. Method B peel specimens were also tested in the second study because they are commonly used throughout the industry. The Method B peel test was run at the allowed 45° angle instead of the standard 90° angle. According to the ASTM procedure, “Experience indicates a lower force is obtained for the 45° than for the 90° angle, and also a break significantly closer to the bond surface.” Method F buffer specimens were cured to 90% of rheometer cure (Tc90) plus 5 minutes via injection molding. Method B peel specimens were cured to Tc90 cure time plus 10 minutes via compression molding. The metal components were 1020 cold rolled steel which were zinc phosphatized prior to primer and adhesive application. The primers and adhesives were prepared for use following the instructions given on the technical data sheets for the respective products. Primers and adhesives were applied by spray. The primers were applied at dry film thicknesses between 7.5-12 microns. Adhesives were applied at dry film thicknesses between 15-19 microns.
Results
The first study investigates the use of N-1,3-Dimethylbutyl-N’-phenyl-p-phenylene diamine or Santofl ex 6PPD, a commonly used antiozonant. This was incorporated at three different levels and molded at two different temperatures (150°C and 170°C) using the three selected adhesive systems. Method F buffer specimens were used for this study. Table 1 shows the antiozonant type and levels and the results of the testing while Tables 2 and 3 show the statistical analysis of the adhesion tests. One-way unstacked analysis of variance (ANOVA) was the statistical analysis tool used in all the studies. The confidence level chosen for the analysis was 95%. The statistical analysis shows a drop in adhesion at 150°C when using the Cover 1 adhesive system as the level of 6PPD antiozonant increases from 0 to 6 phr. There is no significant impact when using either Cover 2 or the Aqueous adhesive systems. At 170°C cure temperature, none of the adhesive systems were negatively impacted by the addition of 6PPD. The percentage of retained rubber was statistically insignificant between all the conditions. The second study investigated a number of commonly used antiozonants at the high level of 6 phr. Since the Cover 1 adhesive system showed the most sensitivity to antiozonant loading, these antiozonants were evaluated using only the Cover 1 adhesive and molding was performed only at 150°C. Method F and Method B specimens were used for this study. Table 4 shows the antiozonant type and the results of the testing while Table 5 shows the statistical analysis of the adhesion tests.
Table 1 – Results for 6PPD at three different levels

Table 2 – ANOVA chart for study 1 (0, 3, 6 phr antiozonant with Cover 1, Cover 2, and Aqueous adhesive)
Molding @ 150°C
;
Molding @ 150°C")
Table 3 – ANOVA chart for study 1 (0, 3, 6 phr antiozonant with Cover 1, Cover 2, and Aqueous adhesive)
Molding @ 170°C
;
Molding @ 170°C")
Table 4 – Comparative results for six different antiozonants

Table 5 – ANOVA chart for different antiozonants in NR (Cover 1 adhesive)
Molding @ 150°C; on buffers
; Molding @ 150°C; on buffers")
Table 6 – ANOVA chart for different antiozonants in NR (Cover 1 adhesive); Molding @ 150°C; on coupons
; Molding @ 150°C; on coupons")
It is possible that the high sulfur cure system chosen is responsible for reducing the impact of the antiozonant choices. To evaluate this hypothesis, a third experiment was run using a low sulfur cure system for comparison. To make the comparison relevant, the same accelerator was used in both compounds (Table 7). The statistical analysis of the Method F buffer adhesion data (Table 8) shows clearly that the low sulfur cure system is significantly more sensitive to the presence of the 77PD antiozonant than the high sulfur cure system. In this experiment, we see a large drop in the pull values for the low sulfur cure system that contains the 77PD antiozonant. There were significant differences in the percentage of retained rubber between the high sulfur cure system and the low sulfur cure system.
Table 7 – High and low sulfur cure systems with 77PD

Table 8 – ANOVA chart for high and low sulfur cure systems with 77PD

Summary & Conclusions
- Adhesion is affected by the choice of adhesive system, the choice and level of the antiozonant, and by the choice of cure system in the rubber compound.
- At lower curing temperatures, some adhesive systems are more sensitive to the presence of 6PPD antiozonant than other adhesive systems. At higher curing temperatures using a high-sulfur cure system, these differences are indistinguishable.
- Of the antiozonants tested, IPPD and 77PD showed the greatest effect on adhesion followed by 6PPD. The other antiozonants tested had no measurable impact on adhesion when using a high-sulfur cure system.
- Method B coupon tests may be less discerning than Method F buffer tests to differences in adhesion.
- The low sulfur cure system is significantly more sensitive than the high sulfur cure system to the presence of the 77PD antiozonant. The addition of 77PD causes a significant loss in the bond strength.