LORD Corporation
With more than 3,100 employees in 26 countries, 19 manufacturing facilities and 10 R&D centers worldwide, we're there for our customers.
Our Company
-
Products and Solutions
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Industries
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Our Company
To speak to someone directly, call
Customer Support:
8AM–5PM EST
Technical Support:
8AM–5PM EST
-
Feedback Button
Feedback Button
LORD Chemlok® rubber-to-metal adhesives were first introduced in 1956. While much has changed during this time, one thing remains constant: the quality of Chemlok adhesives. The Chemlok brand is recognized globally as the industry leader in rubber-to-metal adhesives. When manufacturers have a critical application that demands a proven rubber-to-metal adhesive, they look to LORD Chemlok products.
Although a premium adhesive is the basis of a quality bond, it’s only the beginning; proper application is essential for maximum results. This guide highlights the factors, discipline and detail that should be followed to ensure the highest level of performance when using aqueous LORD Chemlok products to maximize efficiency and optimize results.
Differences Between Solvent based and Water based Adhesive Systems
Aqueous adhesives are water based adhesives formulated using a mixture of high molecular weight polymer emulsions, pigments and curatives in a water based medium. Solvent based adhesives consist of pigments and curatives with dissolved polymers in a solvent solution. While the chemical composition of solvent based and aqueous Chemlok systems is similar, handling requirements differ.
Solvent Based Adhesives:
Water Based Adhesives:
Packaging
Chemlok solvent based adhesive systems are available in several sizes to accommodate varying production requirements. Choose from one of these convenient packages:
Substrate Surface Preparation
One of the most important factors influencing adhesion in the bonding process is surface preparation. To ensure optimum bond performance and long-term environmental resistance, substrates must be free of organic and inorganic contaminants. Organic materials include grease, dirt and oils which can be removed by solvent or alkaline cleaning. Common inorganic contaminants are rust, scale and oxide layers. These can be cleaned by either mechanical or chemical processes, or a combination of both.
Types of Surface Preparation
There are a number of ways to prepare substrates for adhesive application; however, the methods can be broadly divided into mechanical and chemical. Regardless of which method you choose, the essentials of all good surface preparations include:
Mechanical Preparation – Mechanical preparation involves physically removing surface contamination and increasing surface area and substrate profile. These methods include:
Chemical Preparation – Chemical processes, on the other hand, utilize organic and inorganic chemicals to dissolve, suspend or eliminate soils and surface contaminants. Preparation methods include:
Special Note About Degreasers – Although chlorinated solvents like trichloroethylene and perchloroethylene are still used for degreasing, many companies have discontinued use due to environmental and health-related issues. As a result, many environmentally friendly alternatives have been developed, which produce surfaces clean enough for use with adhesive systems. Popular alternatives to chlorinated solvent degreasers include:
Selecting a Preparation Method
To determine which preparation method best suits your needs, consider:
Maintaining Surface Conditions
Maintaining optimum surface cleanliness is essential until adhesive application is complete. To accomplish this:
- Apply the primer or adhesive immediately after the surface is prepared.
- Avoid exposure to dust, moisture, chemical fumes, mold release agents and other possible contaminants.
- Keep solvents and cleaning solutions free from contamination, and replace when necessary.
- Ensure grits and abrasives remain clean and free of contaminants.
- Check the purity of rinse water and “drying” air frequently, ensuring minimal contamination.
The water break test can be used to check for oil and grease removal. If a surface can support an unbroken film of deionized water for 60 seconds or more, it is considered essentially free from grease or oil.
General Surface Preparation
The following three-step process is the preferred mechanical surface preparation technique.
Degreasing Grit-blasting Degreasing
The above methods produce excellent surfaces for bonding most substrates. Sometimes, more elaborate chemical methods may be needed for certain substrates or for improved environmental resistance. For more information, please contact us for assistance. Details on each specific method mentioned above are described under the heading for the specific substrate. Regardless of the system, selected parts must remain clean when being removed from the cleaning tank. Water break tests such as ASTM F22 should be performed regularly to check cleaning effectiveness.
Surface Preparation for Various Substrates
Although the general principles are the same for preparing all substrates, some materials require special attention. Outlined below are guidelines for surface preparation of specific substrates:
Steel (Mechanical Preparation)
Grit blasting (with steel or aluminum oxide) is widely used for preparing steel surfaces. It is especially effective for metals covered with rust, scale, oxide layers and similar corrosion compounds. Steel preparation usually involves:
- Degrease – The initial alkaline cleaning is used to remove soils such as greases and oils. This is done to prevent grit contamination during the subsequent blasting step. Scale or corrosion will not be removed.
- Grit Blast – Blasting consists of impinging abrasive particles against the metal surface with an air stream that is free of oil and water. Grit size most commonly used is G-40. Use of grit is preferred over the use of shot since grit produces a rough, open surface, while shot peens the surface and sometimes causes occlusion with loose particles.
- Alkaline Cleaning – The second alkaline cleaning step will ensure that abrasive dust and any contam-nants that may be present in the blasting media are removed.
Consult the manufacturers of blasting equipment, abrasive media and alkaline cleaning units for specific information concerning equipment for this process.
Steel (Chemical Preparation)
Chemical treatments for steel typically include iron phosphate or zinc phosphate conversion coatings. For rubber-to-metal bonding applications, calcium-modified, microcrystalline zinc phosphate (film weight of 125-450 mg/ft2) is recommended. Zinc phosphate treatment consists of:
Hot caustic clean Water rinse Phosphoric acid pickle Water rinse Zinc phosphate Cold water rinse Hot water rinse Hot air dry
This type of surface treatment provides on-the-shelf corrosion protection of the uncoated part as well as improved under-bond corrosion protection. For detailed information and names of representative suppliers, consult manufacturers of phosphating treatments and other chemical treatments.
Stainless Steel (Mechanical Preparation)
Preparing stainless steel with mechanical methods includes:
- Blasting with sand or aluminum oxide. Steel grit should not be used because it leaves ferrous deposits that can cause galvanic corrosion.
- One-hour layover maximum between blasting and adhesive application.
Stainless Steel (Chemical Preparation)
Chemical treatment for the passivation of stainless steel involves the following:
- Vapor degrease and/or alkaline clean.
- Immersion for 15 to 20 minutes at 49- 57°C (120¬135°F) in a solution of nitric acid (20-25% by weight), sodium dichromate (2-4% by weight) and deionized water (71-78% by weight).
- Cold water rinse.
- Dry and apply adhesive within one hour.
Immersion times, solution concentrations and operating temperatures may be adjusted to suit conditions and alloys.
Aluminum
The preferred mechanical method for preparing aluminum is blasting. This includes:
- Blasting with sand or aluminum oxide. Steel grit should not be used because it leaves ferrous deposits that can cause galvanic corrosion.
- Two-hour layover maximum between blasting and adhesive application.
Chromate alodizing of aluminum also produces excellent bonds. This involves:
Solvent degrease or aqueous clean Water rinse Deoxidizer Water rinse Chromate conversion treatment Water rinse Warm air dry
Consult the manufacturers of the proprietary materials used in these processes for more information. Aluminum surfaces may also be prepared by anodizing (electrolytic deposition of aluminum oxide).
Magnesium
Depending upon the required environmental resistance, preparation of magnesium surfaces varies. Blasting with sand or aluminum oxide provides a good bonding surface, but the bond will not provide outstanding environmental resistance. For best results, use chemical methods such as chromic pickling or anodizing. The chrome-pickle process consists of:
Vapor degrease and/or alkaline clean Cold water rinse Chrome-pickle Cold water rinse Hot water rinse
Brass and Copper
In addition to blasting with sand or aluminum oxide, brass and copper surfaces may be treated with chemical methods including ammonium persulfate etching. This method involves:
- Solvent degrease and/or alkaline clean.
- Immersion for 1 to 3 minutes at room temperature in a solution of ammonium persulfate (25% by weight) and water (75% by weight).
- Water rinse at room temperature.
- Dry and apply adhesive as soon as possible.
In addition to ammonium persulfate etching, there are a number of commercially available etchants. Consult the manufacturers of these specific products for product selection and processing information.
Lead – Mechanical methods are used almost exclusively with lead and are usually satisfactory. If the lead surface is freshly abraded and an oxide film has not had time to form, surface preparation may not be required.
Zinc – Zinc surfaces are almost always prepared mechanically. However, be careful when bonding directly to zinc-plated, galvanized or electrogalvanized surfaces. Typically, hot dip-galvanized substrates can not be adhered to, whereas some electrogalvanized surfaces may be bondable.
Plated Metals – Two unique problems are often encountered when preparing and bonding plated metals:
- Vigorous mechanical treatment may penetrate and destroy the plating.
- Adhesion of the plating to the base metal may be inadequate.
Since the plating process produces a clean, bondable surface, freshly plated surfaces often do not require additional preparation. Keep in mind, however, that plating changes surface properties such as adhesion, porosity and surface stress of the metal deposit. Current density, composition of the plating bath (including brightener content) and temperature of the bath also affect the bondability of the plated surface. When mechanical pretreatment is used, abrade the surface lightly. Fine grades of sand or abrasive paper will minimize penetration. The correct chemical treatment depends upon the type of metal which is deposited during the plating process. If the plating does not adhere tightly to the base metal, the plating process itself should be investigated. Application of Chemlok 205 or 207 primer, 5.1-10.2 micron (0.2-0.4 mil) dry film thickness, often improves adhesion to plated metals.
Plastics
Rubber can be adhesive bonded to many rigid plastics. To prepare plastic surfaces:
- Clean with aqueous alkaline or a non-aggressive solvent.
- Lightly sand or abrade the surface. Avoid sanding vigorously; this creates excessive heat which will melt the plastic, impede bonding and warp the substrate. Check dimensional tolerances after surface roughening.
A rough surface can be molded into the plastic by using a mold that has been textured. Use only internal plastic mold releases. Further details concerning the proper treatments of many engineered plastics are available on request.
Miscellaneous Substrates
The principles outlined in this guide can be adapted to the surface preparation of almost any rigid material for bonding. The essentials of proper surface preparations include:
- Removal of all surface contaminants and decomposition products.
- Prevention of recontamination.
- Careful handling through all processing steps.
Also, high surface profiles [as high as 50.8-76.2 micron (2-3 mil)] from mechanical blasting generally bond better than those with low surface profiles [less than 12.7 micron (0.5 mil)].
Preparing the Adhesive
Like solvent based products, most aqueous products must be agitated before use to ensure consistent performance.

Despite high non-volatile content (solids), the viscosity of aqueous adhesive systems is typically low. Consequently, monitoring application parameters with conventional methods is difficult. For example, dilution from 10-100% causes little change in Zahn cup viscosity. Because density is a linear relationship between the non-volatile content and the amount of diluents, product density is the best way to monitor aqueous adhesive systems and control film thickness. Specific gravity can be measured with a hydrometer.
Handling Quick Tips for Solvent Based Adhesives:
Handling Quick Tips for Aqueous Adhesives:
Applying the Adhesive
Most Chemlok aqueous primers and adhesives are recommended for spray application, although some systems can be dipped. Brushing, roll coating or pad painting techniques can also potentially be used, however, they are not recommended for several reasons:
Aqueous adhesives should always be sprayed on preheated metals [55-75°C (131-167°F)]. Film thickness and uniformity are more easily controlled and dry films are cosmetically superior. Spray application also acceler-ates drying because the atomization of aqueous systems increases the surface area where evaporation can occur. Higher substrate temperatures have also been shown to increase transfer efficiency and product performance as well.
Application Equipment and Process Recommendations
When applying aqueous Chemlok primers and adhesives, many different spray application methods are available but the typical flow is:
Clean metals Preheat metals Apply primer Dry/re-heat metals Apply adhesive Dry and mold
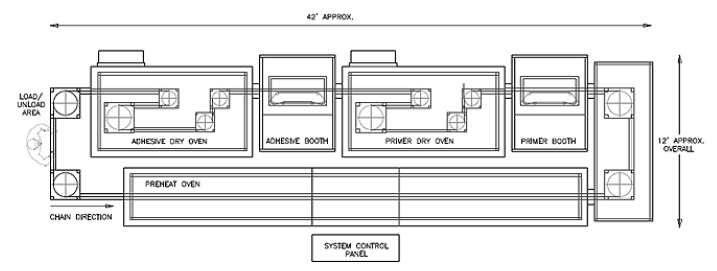
Process Set Up
When using existing chain-on-edge equipment, you must have a preheat cycle prior to primer or one-coat application. As mentioned earlier, the preheat ensures improved adhesive application and performance. Refer to the below figure for sample of chain-on-edge design for aqueous chemlok systems.
If you have stainless steel guns and pressure pots, you can also use them to apply aqueous adhesives, however, all solvent based materials must be removed. Lines should be flushed first with solvent – Methyl Ethyl Ketone (MEK) is recommended – then with water until water exiting the system runs clean. Never allow MEK to stand in lines for more than a few minutes.
If you plan to use solvent based systems with the equipment again, reverse the process. If possible, it is preferred to replace the fluid lines completely to eliminate contamination concerns. Aqueous Chemlok products can and will settle. Spray equipment (guns and fluid delivery lines) should be flushed clean when not in use. Frequency of line cleaning will need to be established based on operating parameters.
Preheat and Drying
Dry time, dry film flexibility and the dilution/viscosity relationship of aqueous adhesive systems differ from solvent based systems. Water evaporates more slowly and aqueous adhesives may require more drying time. Preheating the metal causes aqueous adhesives to dry from the metal surface outward, preventing surface skin-over and water entrapment and is the recommended application choice. For more information or questions regarding the preheating stage, please contact us for assistance.
Spray Guns
Spray Pattern
A single uniform application is typically more desirable than multiple layers and/or coats. Avoid flooding the part and build the desired film thickness gradually over the available application processing time. Depending on the application and the amount of control needed with regards to fluid delivery, a fluid regulator can be utilized to maintain and deliver a constant low pressure. There are a number of systems available from spring regulated to air regulated that can be utilized. Please refer to the applicable technical data sheet for recommended dry film requirements for both primers and adhesives.
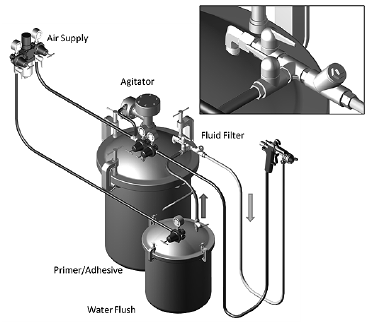
Material Delivery Options
As previously described, aqueous Chemlok systems differ from solvent based Chemlok systems and action must be taken to avoid processing complications.
The below figure illustrates the use of pressure pots. This set up utilizes a single spray gun; multiple gun options can also work by adding fluids, atomization air and trigger lines. This system incorporates a secondary pressure pot and 3-way valve filled deionized water as a method to flush the fluid lines and spray gun(s). An inline fluid regulator may also be utilized with a local delivery system to deliver and maintain a consistent, low pressure fluid feed to the spray equipment.
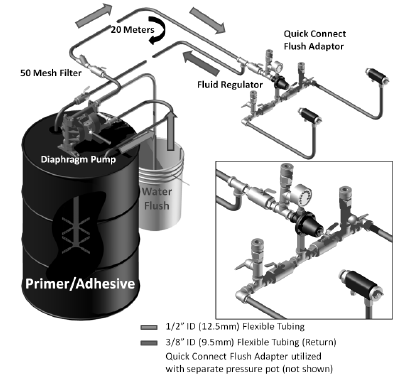
Central Delivery Option
High volume production utilizing Chemlok adhesives typically requires a central delivery system. The below figure illustrates a generic recirculation central delivery system for aqueous Chemlok adhesives. With this design, certain design considerations must be followed:
Line Maintenance
Whichever application method is selected, make sure aqueous Chemlok adhesives do not come in contact with mild steel surfaces, including gate valves on drums, pressure pots and fluid feed lines. Only plastic or stainless steel is acceptable. Dried films should also be removed regularly from equipment and paint booths. Like dried films of solvent based Chemlok adhesives, the residue from aqueous Chemlok systems is combustible. Avoid exposing dried films to sparks, open flames or excessive heat.
Handling Coated Parts
Coated Parts Layover Stability
Parts coated with aqueous Chemlok adhesives have shorter layovers than solvent based systems and should be molded within two to three weeks after coating. During layover periods, protect metal inserts from exces-sive heat, humidity, dust, contamination and light.
Storage
Aqueous adhesive systems should be stored in dry areas at temperatures between 21-27°C (70-80°F). If stored in subfreezing temperatures (0°C; 32°F), water crystals will form, and materials will coagulate and even-tually freeze solid. Extended exposure to temperatures above 38°C (100°F) should be avoided, as this impacts product stability.
Molding Considerations
One of the most important steps in the manufacturing process is molding. During this phase, the adhesive-coated metals and elastomer are placed in the mold cavity, and under proper conditions of time, temperature and pressure the bonded assembly is formed. Controlling each step in the molding process is critical to bond success. Major variations in any step will cause bond failures. Minor alterations, though not detrimental individually, can collectively result in poor or marginal adhesion and above-average scrap rates. For ideal bonding, maintain maximum mold pressure with minimum elastomer viscosity. This pressure/viscosity ratio, typically obtained with the specified time and temperature conditions, ensures peak wetting at the adhesive-elastomer interface. It also optimizes physical properties of the elastomer being cured. Other considerations include:
Safe Handling
Proper handling of Chemlok adhesives is essential for safe and effective application. Although many of the safety concerns can be avoided by using aqueous Chemlok systems, we recommend these procedures be followed when using any Chemlok product:
LORD Applications Laboratory
As an extension of our product development efforts, LORD Corporation has invested in an aqueous adhesives applications laboratory in Erie, PA. By simulating customers’ applications, we can provide detailed technical support and more thoroughly evaluate optimum application characteristics of new products. Up to 1,000 pieces can be coated on the current equipment, which can support the following processes:
For more information, please contact us for assistance.